

Методы сварки
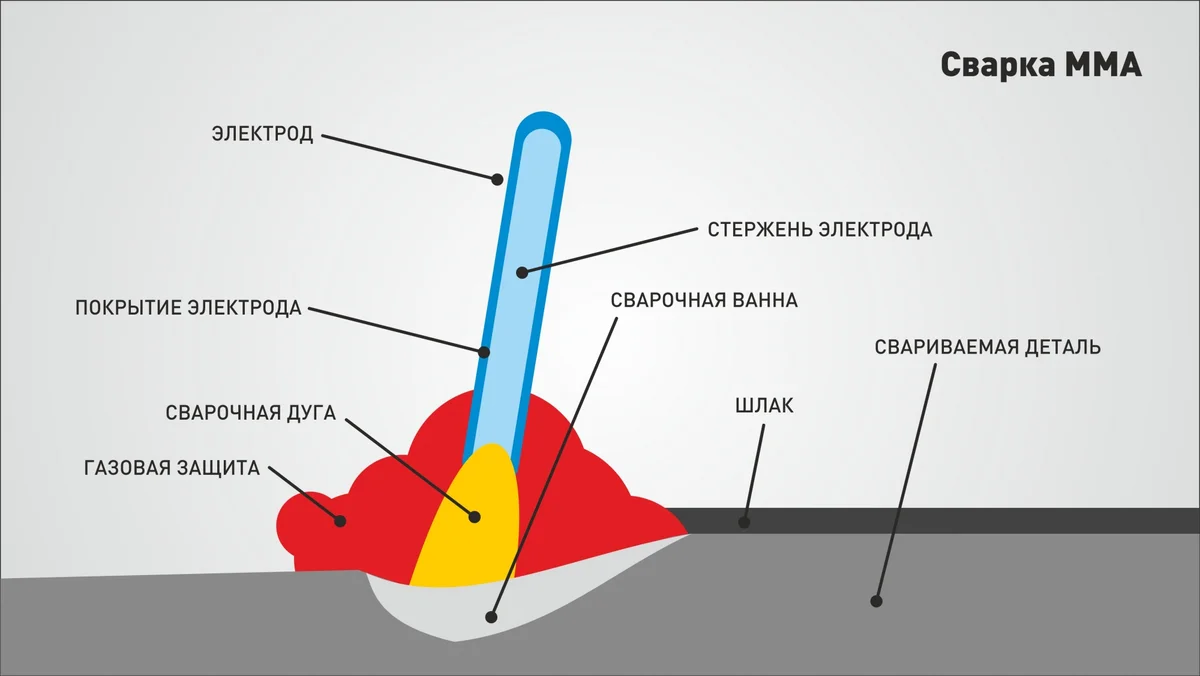
Сварка ММА
(международное обозначение ММА – Manual Metal Arc) – ручная дуговая сварка штучными электродами с покрытием. Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение – сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Достоинства:
- Простота и доступность процесса сварки – «легкий старт» для новичка
- Высокая экономичность
- Сварка в любых положениях
- Отсутствие газовых баллонов
- Быстрый переход от сварки одного материала к другому
Ограничения:
- Ограниченная производительность
- Необходимость удаления шлака с деталей
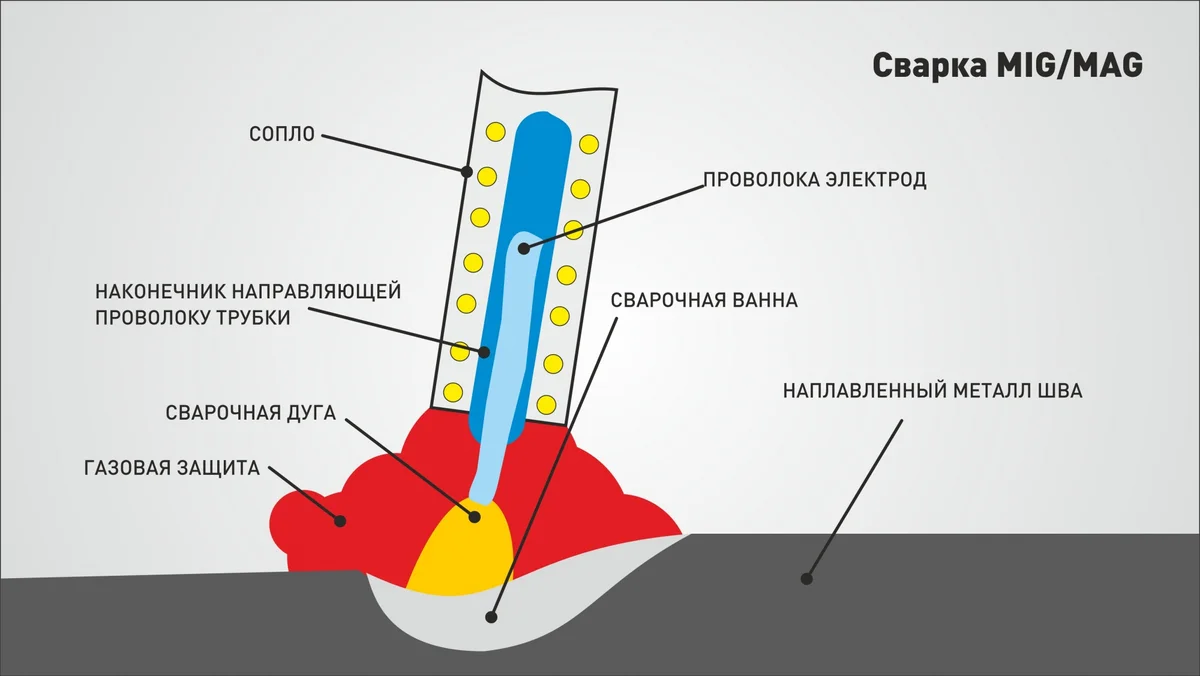
МIG
Metal Inert Gas – полуавтоматическая сварка в среде инертного защитного газа (аргона и гелия) или смесях.
MAG
Metal Activ Gas – полуавтоматическая сварка в среде активного защитного газа (СО2 100%). Полуавтоматическая сварка производится на постоянном токе (DC) прямой или обратной полярности (в зависимости от применяемой сварочной проволоки – сплошной или флюсовой). Используется для сварки сталей (в том числе нержавеющих) и алюминиевых сплавов.
Достоинства:
- Высокая производительность
- Сварка тонких листов металла
Сварка с газом:
- Отсутствие шлака
- Малое количество дыма
Сварка флюсовой проволокой:
- Всегда готова к использованию
- Отсутствие газовых баллонов
- Идеальна для работы на открытом воздухе
Ограничения:
Сварка с газом:
- Наличие газового баллона
- Ограниченное использование на открытом воздухе
Сварка флюсовой проволокой:
- Необходимость удаления шлаков
- Использование более дорогих расходных материалов
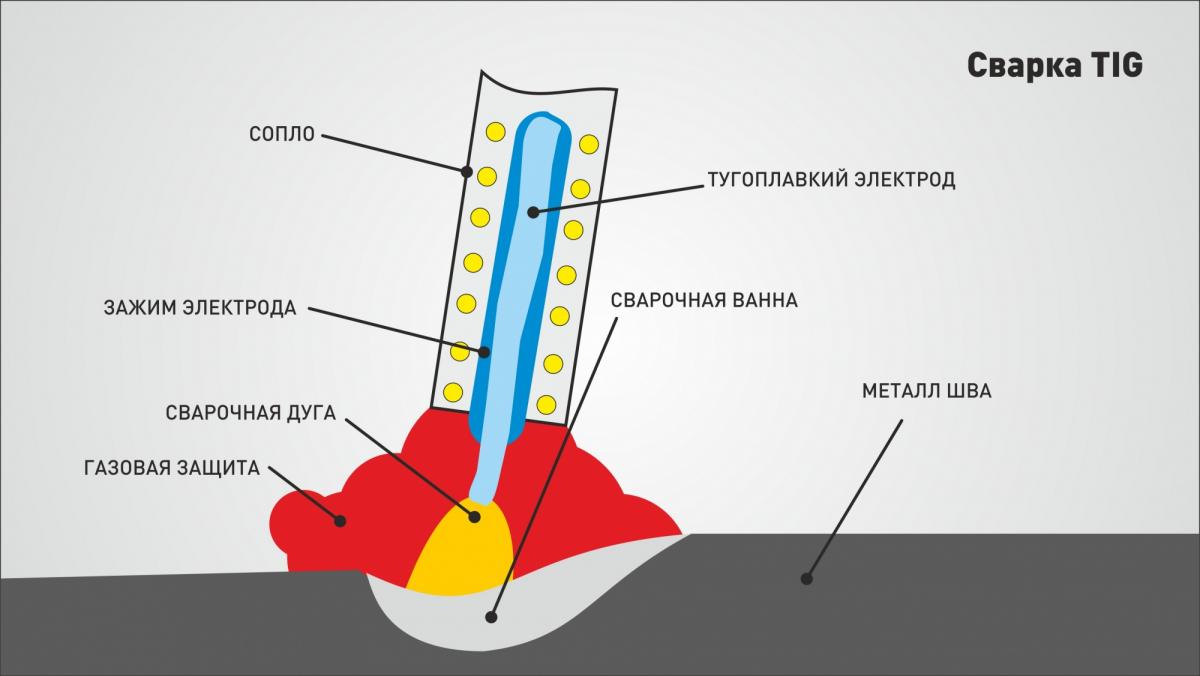
Сварка TIG
ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа – аргона. Используется преимущественно для сварки цветных металлов и нержавеющих сталей.
Достоинства:
- Аккуратный сварной шов
- Отсутствие брызг
- Сварка деталей небольшой толщины от 0,8 мм
- Легкое управление параметрами дуги
Ограничения:
- Наличие опыта в сварке
- Ограниченная производительность
- Наличие газового баллона
С чего начать. Первые шаги.
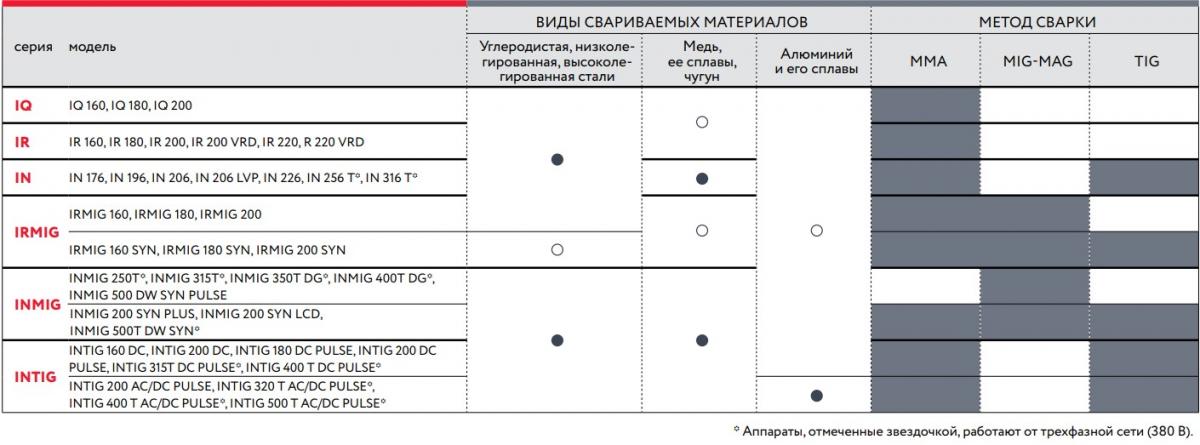
Выбор сварочного аппарата в зависимости от:
- Метода сварки
- Видов свариваемого материала

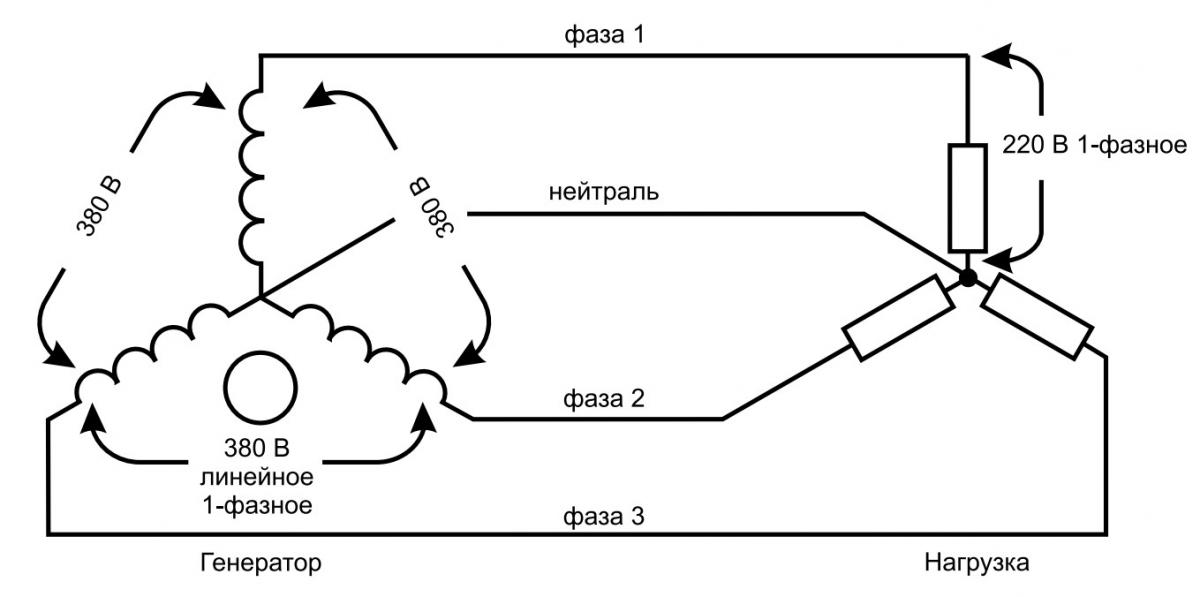
В зависимости от типа используемого аппарата Вы должны подключить его к однофазной сети 220 В или трехфазной сети 380 В:
220 В
Однофазная сеть 220 В присутствует везде и состоит из двух проводов, один из которых является фазой, а второй нейтралью (нулем). В сетевом шнуре аппарата имеется и третий провод желто-зеленого цвета, который является заземлением.
380 В
Трехфазная сеть 380 В тоже имеет 4 или 5 проводов; три из них три являются фазами и поэтому напряжение между ними составляет 380 В. 4-й или 5-й провод является заземлением.
Разброс напряжения сети в % – это отклонение сети от стандартного значения (220, 380 В), при котором источник остается работоспособным и сохраняет указанные в характеристиках выходные сварочные параметры.

Сварочный ток выбирается в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
При подборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу:
1 мм диаметра электрода умножается на 35 ÷ 40 А сварочного тока.
ПРИМЕР: диаметр электрода 3 мм.
3 х (35...40) = 105...120 А.

Таким образом источник должен иметь максимальный ток не менее 120 А.
ВАЖНО: для сварки вертикальных и потолочных швов силу тока уменьшают на 10-20 %.

Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Выбор диаметра электрода зависит от толщины свариваемого изделия. В таблице представлены рекомендации для нижнего положения шва:


Перед зажиганием (возбуждением) дуги следует установить на аппарате необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др.
Зажечь (возбудить) сварочную дугу можно двумя способами:
1) Электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят вверх.
Этот способ называется зажиганием дуги касанием.
2) Второй способ напоминает процесс зажигания спички и называется зажиганием дуги чирканьем.
Необходимо поддерживать зазор между изделием и электродом (по мере выгорания электрода) и одновременно перемещать его по горизонтали.
Если электрод прилипает, нужно качнуть его из стороны в сторону, оторвать и снова зажечь дугу. Важно добиться навыка получения устойчивой дуги при расстоянии 3-5 мм между электродом и деталью.




